 |
| Con lăn cao su chịu mài mòn |
Trong việc lựa chọn cyanoacrylate cho một
ứng dụng cụ thể, xem xét quan trọng nhất là môi trường xung quanh mà chất kết
dính sẽ phải chịu. Có một khoảng rộng của các chất nền, hình dạng mối nối, diện
tích liên kết, khoảng cách và những ứng dụng mà cyanoacrylate có thể được sử
dụng. Điều này gây khó khăn cho nhà cung cấp trong việc đưa ra thông tin về một
loại cyanoacrylate cụ thể sẽ thể hiện tính năng như thế nào cho những ứng dụng
riêng rẻ. Nhưng nhìn chung, cần phải tránh môi trường ẩm, nóng, đặc biệt ngâm
liên tục dưới nước. Tuy nhiên cũng có trường hợp ngoại lệ, cao su nitrile liên
kết với ethyl cyanoacrylate thể hiện độ bền rất tốt sau 1,000 giờ thử nghiệm ở
môi trường 40oC, độ ẩm 95%. Nếu cyanoacrylate như vậy được sử dụng
cho thép, mối nối thường giảm độ bền sau ít hơn 100 giờ trong cùng điều kiện thử
nghiệm. Nhiệt và độ ẩm luôn là những yếu tố môi trường tấn công cyanoacrylate
mạnh nhất và người dùng nên thực hiện những thử nghiệm phù hợp để đảm bảo chất
kết dính đáp ứng tất cả những yêu cầu sản xuất.
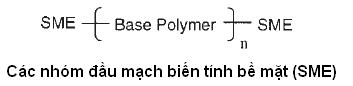
Cyanoacrylate kết mạng thành nhựa nhiệt dẻo
và có nhiệt độ chuyển thủy tinh là 120 oC. Các sản phẩm của nó vì vậy
có khoảng nhiệt độ sử dụng từ -50 oC tới +80 oC, ngoại trừ
một số loại đặc biệt có khoảng nhiệt độ sử dụng cao hơn.
Không nên dùng cyanoacrylate để kết dính cao su với thủy
tinh hoặc gốm tráng men vì cyanoacrylate sẽ giảm độ bền liên kết với thủy tinh
sau một thời gian tương đối ngắn (khoảng 1-6 tuần).
Tham khảo từ tài liệu Handbook of
Rubber Bonding, Bryan Crowther, iSmithers Rapra Publishing, 2003, trang
270 – 274
(vtp-vlab-caosuviet)
 |
| Cao su giảm chấn chống va đập |










{kind=link}
{kind=link}