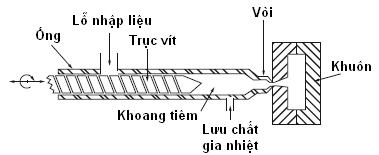
Máy đúc khuôn tiêm là máy sản xuất không liên tục các sản phẩm được định hình từ các vật liệu có kích thước phân tử lớn. Vật liệu đã hóa dẻo bên trong máy được tiêm qua kênh, đi vào trong lỗ khuôn. Các thành phần cơ bản của máy đúc khuôn tiêm là bộ phận tiêm, bộ phận kẹp, bộ phận truyền động thủy lực và bộ phận điều khiển như hình vẽ dưới đây.
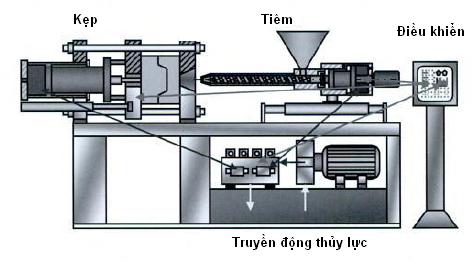
Phần lớn các máy ép tiêm được thiết kế theo chiều ngang, tuy nhiên cũng có một số máy được thiết kế theo chiều dọc. Những máy được thiết kế theo chiều dọc này rất cần thiết trong trường hợp cần tích hợp nhiều giai đoạn xử lý trong một máy. Ban đầu, bộ phận điều khiển được chứa trong một tủ, tách biệt khỏi máy nhưng sau này nó được gắn cố định vào máy. Để sản xuất một sản phẩm, bên cạnh máy đúc khuôn tiêm, ta cũng cần phải có khuôn phù hợp với sản phẩm này. Vì vậy, trước khi bắt đầu sản xuất một chi tiết đúc khuôn mới, việc lựa chọn nguyên liệu polymer sử dụng, hình dạng chi tiết, hình dạng và thiết kế khuôn phải được thực hiện ở các bước sớm nhất.
Nguyên liệu thô được cho vào máy ép tiêm thông qua phễu nhập liệu, nằm ở phía trên của máy. Nhựa nhiệt dẻo thường được cho vào máy ở dạng hạt, trong khi vật liệu nhiệt rắn, gần đây là cao su, được cho vào máy dưới dạng bột. Trong tất cả các trường hợp, dòng nguyên liệu phải chảy tự do hoàn toàn vào máy. Vì vậy, góc chảy của phễu phải tối ưu để vận tốc chảy của vật liệu tương đối nhanh nhưng không làm tắc nghẽn phễu nhập liệu. Cao su cũng có thể cho vào máy ở dạng mảnh dài. Có nhiều dạng phễu thương mại khác nhau phù hợp với từng vật liệu cụ thể.
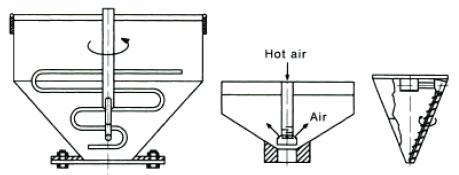
Phễu bên trái được dùng trong trường hợp nguyên liệu trước khi cho vào máy cần được khuấy trộn thêm. Trong trường hợp nguyên liệu nhạy ẩm, ta có thể sử dụng phễu ở giữa, quá trình gia nhiệt bằng không khí nóng làm khô nguyên liệu. Còn trường hợp nguyên liệu dễ gây tắc nghẽn phễu, ta dùng các phễu có cánh khuấy hoặc trục vít để vận chuyển nguyên liệu, như phễu bên phải.
Tóm tắt từ tài liệu Injection Molding Machines: A User’s Guide, Friedrich Johannaber, Hanser Verlag, 2008, trang 29 – 30
(vtp-vlab-caosuviet)

{kind=link}
{kind=link}
{kind=link}