Xem phần 1 tại đây
Khi cán tráng cao su với vải sợi, một vài thông số cần được kiểm soát cẩn thận để đạt được một tấm cao su bằng phẳng, bền chặt cho những ứng dụng sau đó.
 |
Phớt V-ring cao su cao áp
|
Đầu tiên là trạng thái của hỗn hợp cao su được sử dụng. Cần đảm bảo rằng hỗn hợp cao su được gia nhiệt trước để đạt độ dẻo thích hợp. Tính tự lưu của hỗn hợp cao su phải được kiểm soát phù hợp với nhiệt độ hóa dẻo này, cũng như nhiệt độ cán tráng tăng lên sau đó. Thêm vào đó, cần chú ý vận tốc nhập liệu của hỗn hợp cao su; nếu quá nhanh dẫn đến dồn ứ ở khe cán, trong khi quá chậm làm cho quá trình cán tráng kém, với những vùng không được bao phủ tiềm ẩn, hay có bề dày không bằng phẳng và khuyết tật bề mặt.
Tiếp theo, ứng suất của vải sợi được cho vào khe cán tráng phải được cài đặt chính xác. Nó luôn khoảng 2-3% độ bền cuối cùng của vải sợi; dưới mức này, sự võng xuống của có thể xảy ra, điều này dẫn tới vải sợi bị gập, có thể dẫn đến nghiền nát và phá hủy khi đi qua khe cán. Ở ứng suất cao hơn, các biên vải quá căng dẫn đến sự võng xuống và gập lại ở phần trung tâm của tấm vải, “sự gợn sóng” này gây nên sự bảo phủ không đồng đều.
Thông số cuối cùng và cũng quan trọng nhất là điều khiển bề dày của tấm cao su cán tráng vải sợi, dùng cho những ứng dụng sau đó. Khi cao su qua khe cán, áp suất sinh ra rất cao, lên tới ít nhất 1 tấn trên 1 centimet chiều rộng của trục cán, và áp suất này sẽ làm cho trục cán uốn xuống. Khi không tải, các trục được bố trí song song. Dưới áp suất hoạt động, trục uốn xuống tạo thành một tấm cao su dày hơn ở giữa. Sự uốn xuống này phụ thuộc vào tính dẻo của hỗn hợp cao su, độ rộng trục cán gia công và thiết kế của máy cán tráng. Ngoài việc tạo tấm cao su không đồng đều, trục bị uốn cong xuống còn gây lãng phí cao su, ví dụ trục uốn xuống chỉ 10 μm có thể dẫn đến mất mát lên tới 200 tấn cao su mỗi năm cho một quy trình sản xuất liên tục.
Một vài giải pháp được đề nghị để khắc phục vấn đề trên. Đầu tiên là tạo hai trục cán có bề mặt ở giữa trục hơi lồi. Bề mặt lồi này dĩ nhiên là giải pháp thỏa hiệp, nó sẽ tạo một tấm cao su bằng phẳng dưới điều kiện chạy trung bình nhưng nó vẫn sẽ cho phép bề dày ở giữa tăng dưới điều kiện dùng khắc nghiệt, áp suất cao, và cũng sẽ tạo bề dày ở giữa giảm dưới những điều kiện chạy nhẹ nhàng hơn. Có hai giải pháp khác giải quyết vấn đề này một cách hiệu quả. Một là, một trục cán quay một góc nhỏ trên mặt phẳng ngang, làm tăng khoảng cách ở hai đầu trục cán, làm giảm sự uốn cong trục cán.
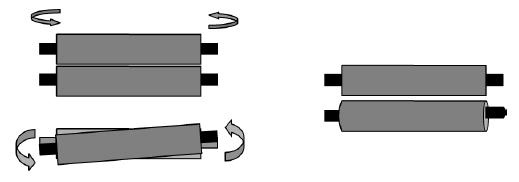
Hai là, trụ đỡ của trục cán được làm nghiêng, trong mặt phẳng thẳng đứng, để tác động lực ngược hướng chống lại sự uốn xuống của trục.

Tham khảo từ tài liệu The Application of Textiles in Rubber, David B. Wootton, iSmithers Rapra Publishing, 2001, trang 120 - 123
(vtp-vlab-caosuviet)
 |
Trục cao su chịu hóa chất trong chuyền mạ tôn
|