Động lực chính trong quá trình ép tiêm là áp suất thủy lực, được cung cấp từ bộ phận truyền động của máy. Áp suất thủy lực tác động vào trục vít, giúp vượt qua trở lực dòng chảy của vật liệu trong vòi, trong hệ thống chạy và trong lỗ khuôn. Nó tăng rất nhanh trong một thời gian ngắn, từ áp suất thường tới một mức tương ứng với trở lực dòng chảy mà vật liệu trải qua từ vòi tới lỗ khuôn.
Việc ghi nhận áp suất thủy lực tương đối dễ dàng và có nhiều lợi ích trong quy trình thao tác, tuy nhiên nó không giúp suy ra được áp suất bên trong lỗ khuôn. Mối quan hệ giữa chúng được minh họa ở hình vẽ bên dưới.
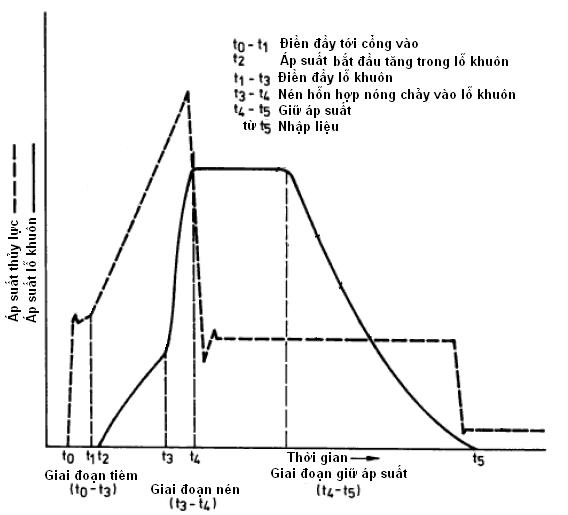
Nhìn chung, ta thấy hầu như ít có sự tương ứng giữa hai giá trị áp suất trên. Giai đoạn (t0 – t1) ghi nhận trở lực dòng chảy trong vòi và hệ thống chạy, giá trị trở lực này không đáng kể. Trong giai đoạn (t1 – t3) - nguyên liệu được điền đầy khuôn - và giai đoạn (t3 – t4) – nén nguyên liệu vào trong lỗ khuôn, áp suất thủy lực tăng rất nhanh. Ghi nhận áp suất thủy lực trong giai đoạn tiêm, nén giúp ta biết được trở lực của dòng chảy, từ đó có thể thay đổi nhiệt độ tiêm, thiết kết hình học của khuôn: đường chạy, cổng vào, hoặc công suất của bộ phận truyền động cho phù hợp. Áp suất trong lỗ khuôn phải đạt giá trị áp suất tối thiểu mà nguyên liệu cần trong quá trình gia công. Tương tự, áp suất thủy lực cũng phải đạt một giá trị áp suất tối thiểu tương ứng với giá trị này. Sau khi áp suất thủy lực đạt giá trị cao nhất, nó sẽ giảm áp và chuyển sang trạng thái giữ áp suất (t4 – t5). Ghi nhận hai gia trị áp suất này trong giai đoạn này cho ta một số thông tin khác. Đầu tiên, việc giảm áp nhanh nếu dẫn đến giá trị áp suất thủy lực dao động mạnh sau đó chứng tỏ hệ thống thủy lực của máy hoạt động không ổn định. Tiếp theo, giá trị áp suất không giảm cho thấy hệ thống giữ áp của máy làm việc tốt. Cuối cùng là thời gian trong giai đoạn giữ áp, sau khi nguyên liệu đã đóng rắn, áp suất trong khuôn giảm thấp tới thời điểm t5, tốc độ giảm chậm, tại đây ta có thể kết thúc giai đoạn giữ áp để tiết kiệm năng lượng, tăng năng suất và chuyển sang giai đoạn nhập liệu cho chu kỳ tiếp theo. Việc ghi nhận áp suất thủy lực trong giai đoạn nhập liệu cũng cho ta biết quá trình nhập liệu xảy ra liên tục, có bị tắc nghẽn trong phễu nhập liệu hay không để kịp thời xử lý.
Tham khảo từ tài liệu Injection Molding Machines: A User’s Guide, Friedrich Johannaber, Hanser Verlag, 2008, trang 34 – 37
(vtp-vlab-caosuviet)
