Trong quá trình ép tiêm, áp suất lỗ khuôn – giá trị áp suất mà tại đó tạo thành sản phẩm – là một thông số quan trọng, ảnh hưởng đến chất lượng, tính ổn định của sản phẩm. Nhờ vào các bộ chuyển đối áp suất thành tín hiệu điện như: cảm biến đo biến dạng lá, tinh thể áp điện, việc ghi nhận áp suất lỗ khuôn ngày càng chính xác, tin cậy hơn.
{kind=link}
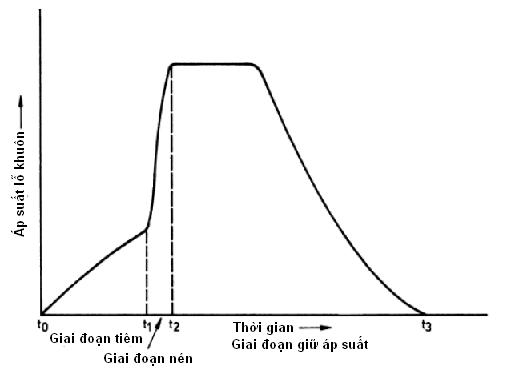
Có 3 vùng áp suất tương ứng với 3 giai đoạn trong một chu kỳ ép tiêm: tiêm, nén và giữ áp. Mỗi vùng áp suất có những tác động khác nhau trong quá trình hình thành sản phẩm. Áp suất tiêm cần vượt qua trở lực dòng chảy của vật liệu từ vòi tới lỗ khuôn. Áp suất lỗ khuôn trong giai đoạn tiêm chủ yếu ảnh hưởng đến hình dạng bên ngoài, không ảnh hưởng nhiều đến chất lượng và kích thước của chi tiết đúc khuôn. Áp suất khuôn trong giai đoạn nén và giữ áp mới quyết định điều này.
Việc theo dõi áp suất lỗ khuôn không những giúp đảm bảo hoạt động ổn định của máy mà còn giúp mau chóng phát hiện những hư hỏng để sửa chữa, bảo trì. Các yếu tố ảnh hưởng đến áp suất lỗ khuôn như: vận tốc trục vít chuyển động theo hướng dọc trục tăng làm tăng nhanh áp suất lỗ khuôn, nhiệt độ khuôn cao cải thiện sự truyền áp suất trong khuôn, thiết kế khuôn có ảnh hưởng lớn đến áp suất khuôn trong giai đoạn giữ áp.
Tham khảo từ tài liệu Injection Molding Machines: A User’s Guide, Friedrich Johannaber, Hanser Verlag, 2008, trang 37 – 39
(vtp-vlab-caosuviet)
