Phương pháp bện sợi chủ yếu được dùng để sản xuất các ống cao su nhỏ, đường kính trong tới khoảng 50 mm, đặc biệt trong các ứng dụng chịu áp suất từ trung bình tới cao, như ống phanh ô tô. Thông thường, lớp ống bên trong được phủ lên trên trục tâm thích hợp và sau đó đi qua bộ phận bện sợi, một lớp cao su bên ngoài phủ lên lớp sợi bện này. Đối với những ống cần độ chịu nổ cao, cần thêm một lớp bện thứ hai và một lớp cao su phủ ngoài.
Ta xét đến bộ phận bện sợi. Nó gồm một khung đỡ hình tròn, có các trục để các cuộn sợi có thể sắp xếp xung quanh khung đỡ. Tùy vào thiết kế máy, các cuộn sợi này có thể là bụp sợi, hoặc ống sợi hình côn, v.v… Các sợi này đều đã được xử lý nhiệt và tẩm hóa chất để đảm bảo các tính chất vật lý và độ bền kết dính yêu cầu. Các đầu sợi đơn được gắn vào trục tâm, trục tâm chứa lớp cao su bên trên đi qua khung đỡ. Khi đẩy và xoay trục tâm, các sợi xoay xung quanh lớp cao su tạo thành lớp sợi bện với độ cuộn và xoắn như yêu cầu. Hình vẽ bên dưới minh họa một thiết bị bện sợi đơn giản.
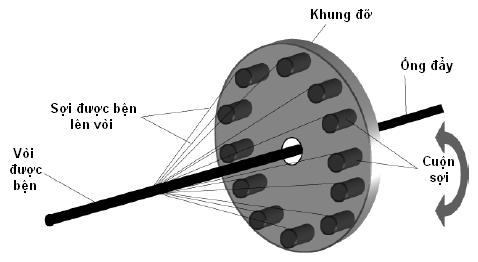 |
| Nguồn: www.books.google.com.vn |
Lớp cao su phủ bên ngoài được gói trong một lớp lót kết mạng, vải nylon được dệt mịn không xử lý. Trong quá trình kết mạng, sợi nylon sẽ co rút, tạo áp lực làm bền chặt ống cao su. Sau quá trình kết mạng, lớp lót kết mạng này được loại bỏ. Ống cao su được lấy khỏi trục tâm bằng cách thổi khí nén ở một đầu, vào phần giữa trục tâm và ống. Để quá trình lấy ống cao su ra dễ dàng, các sợi bện phải có độ co rút thấp, như tơ nhân tạo hoặc sợi polyester loại mô-đun cao, co rút thấp, để tránh sợi bện co rút, ép chặt ống cao su vào trục tâm khi kết mạng.
Thông thường thì các ống cao su đều dùng các sợi có độ co rút thấp như vậy để hạn chế thay đổi kích thước khi chịu áp lực tác động bên ngoài, giúp truyền nhanh áp suất tác động. Đối với trường hợp áp suất rất cao, có thể dùng các sợi thép để bện. Việc dùng các sợi thép còn giúp tránh tích tĩnh điện, tạo nên tia lửa điện, gây ra những tại nạn nghiêm trọng, đặc biệt trong ngành xăng dầu do các ống cao su bện sợi thép được nối với vòi, máy bơm, nên được nối đất. Tuy nhiên một số trường hợp, các thiết bị điều khiển năng lượng, sử dụng sợi có độ co rút khá cao, sợi nylon. Sợi nylon làm cho ống có thể giãn dài dưới sự tăng đột biến của áp suất, giúp giảm xóc, điều khiển thiết bị dễ dàng hơn.
Tham khảo từ tài liệu The Application of Textiles in Rubber, David B. Wootton, iSmithers Rapra Publishing, 2001, trang 188 - 190
(vtp-vlab-caosuviet)














{kind=link}
{kind=link}