 |
| Con lăn PU máy bào bốn mặt |
Nguyên liệu cơ bản cho bọt polyurethane là
polyisocyanate, polyol, chất tạo bọt, xúc tác, và chất hoạt động bề mặt. Ban
đầu, bọt polyurethane là loại polyester, nhưng sau những năm 1960, bọt loại
polyether polyol chiếm đa số, cả bọt mềm và cứng. Tổng quan lịch sử phát triển
của ngành bọt urethane như sau.
Giai
đoạn 1: quy trình phản ứng một
giai đoạn giữa polyester có nhóm carboxyl cuối mạch với TDI. Dựa trên phản ứng
giữa các nhóm isocyanate và các nhóm carboxylic sinh ra khí CO2.
Polymer tạo thành là polyamide, không phải polyurethane. Một phản ứng mẫu được
thể hiện bên dưới:
Giai
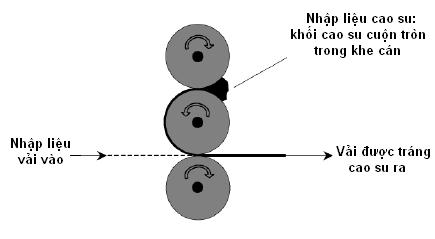
đoạn 2: Quy trình hai giai đoạn
gồm (a) chuẩn bị toluene diisocyanate (TDI) polyester và (b) phản ứng prepolymer
– nước. Quy trình này giảm vận tốc phản ứng và dẫn đến quá trình tạo bọt êm
dịu.
Giai
đoạn 3: Quy trình hai giai đoạn
gồm sự chuẩn bị prepolymer polyether polyol – TDI và phản ứng prepolymer – nước
tạo khí CO2. Quy trình tăng tính ổn định cho sự nở bọt của bọt dẻo
loại polyether.
Giai
đoạn 4: Phản ứng tạo bọt một giai
đoạn giữa polyether polyol và TDI với sự có mặt của nước là chất tạo bọt. Sự
xuất hiện lần đầu tiên của xúc tác đặc biệt (triethyl diamine hoặc DABCO) cùng
với việc dùng các chất hoạt động bề mặt silicone làm cho quy trình một giai đoạn
này có thể thực hiện. Tuy nhiên, việc dùng DABCO làm xúc tác riêng lẻ là rất
đắt. Vì vậy để tiết kiệm chi phí, DABCO được thay thế một phần bởi sử dụng kết
hợp xúc tác thiếc và xúc tác amine bậc ba. Quy trình polyether một giai đoạn có
những ưu điểm đáng kể cả về chi phí và quy trình, vì vậy nó được dùng rộng rãi
như quy trình chuẩn cho bọt dẻo và cứng.
Giai
đoạn 5: Sử dụng kết hợp một chất
tạo bọt vật lý, CFC-11, và một chất tạo bọt hóa học. Vào năm 1963, sáng chế của
Frost đã phát hiện việc dùng trichloromonofluoromethane, CCl3F, (điểm
sôi 23.8oC) làm chất tạo bọt vật lý cho cả bọt dẻo và cứng.
CCl3F được xem như là chất tạo bọt lý tưởng nếu không xét tác động
đến tầng ozone.
Giai
đoạn 6: Lệnh cấm các chất
Chlorofluorocarbon (CFCs). Vào năm 1987, nghị định thư Montreal được ban hành,
sự sản xuất và sử dụng CCl3F bị cấm để loại bỏ nguy cơ phân hủy
ozone. Lệnh cấm đã có tác động nghiêm trọng lên ngành bọt urethane và dẫn đến sự
phát triển của các chất tạo bọt thay thế. Các chất tạo bọt vật lý thay thế gồm
C5-hydrocarbon (pentane, C5H12; điểm sôi 35°C),
isopentane (2-methylbutane,
C2H5CH(CH3)2; điểm sôi 30°C),
cyclopentane (C5H10; điểm sôi 50°C), và hydrofluorocarbon
(HFCs), ví dụ, HFC-245 fa (CF3CH2-CHF2; điểm
sôi 15.3°C) và HFC-365mfc
(CF3CH2-CF2CH3, điểm sôi 40°C).
CO2 lỏng và đá khô cũng được sử dụng làm chất tạo bọt vật lý. Nước là
chất tạo bọt lâu đời nhất, giờ được xem là chất tạo bọt hóa học tiêu biểu cho cả
bọt urethane dẻo và cứng.
Tham khảo từ tài liệu Polyurethane and Related
Foams, Kaneyoshi Ashida, CRC -
Taylor & Francis, 2006, trang 65 - 67
(vtp-vlab-caosuviet)
 |
| Con lăn PU đè gỗ |





















{kind=link}
{kind=link}