Đúc
khuôn là một công đoạn định hình sản phẩm quan trọng trong ngành cao su. Các sản
phẩm cao su rất đa dạng về hình dạng, kích thước và được làm từ rất nhiều loại
cao su khác nhau. Vì thế, có rất nhiều phương pháp và thiết bị đúc khuôn khác
nhau, phù hợp với từng ứng dụng cụ thể. Bài viết này sẽ giới thiệu tổng quan
các phương pháp đúc khuôn thông dụng.
Hai
tiêu chuẩn quan trọng để phân biệt các phương pháp đúc khuôn là thời gian sản
phẩm trong khuôn và độ nhớt của nguyên liệu. Ví dụ, đối với một số vật liệu có
thời gian kết mạng rất ngắn và độ nhớt thấp, ta phải sử dụng phương pháp RIM (reaction injection molding) hoặc LIM
(liquid injection molding). Phân loại các phương pháp khác nhau được miêu tả
chi tiết ở hình bên dưới:
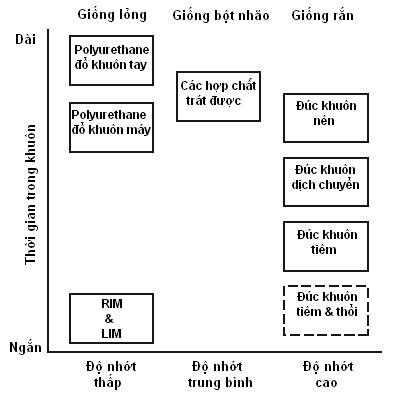
Trong
đó, các đường —— là các phương pháp cho vật liệu đàn hồi nhiệt rắn, và – – –
cho vật liệu đàn hồi nhiệt dẻo. Ta thấy, các phương pháp đổ khuôn polyurethane
có thời gian dài hơn nhiều so với phương pháp RIM/LIM, phương pháp đổ khuôn tay
chỉ thích hợp cho các mã sản phẩm có thời gian tạo gel dài. Các vật liệu có độ
nhớt trung bình, giống như kem đánh răng nhìn chung rất ít khi được đúc khuôn.
Một trong những hạn chế là chúng bẫy khí và các khí này thoát này khó thoát khỏi
vật liệu so với các loại có độ nhớt thấp hơn (khí dễ nổi lên bề mặt) hoặc cao
hơn (khí dễ bị đẩy ra ngoài khi ép khuôn), nên ta dùng súng phun hoặc trát bằng
tay sẽ thuận lợi hơn.
Hiện
nay, người ta đang tập trung, quan tâm tới các phương pháp đúc khuôn cho vật liệu
đàn hồi nhiệt rắn, chúng được sử dụng phổ biến cho đa số các loại cao su, có độ
nhớt cao và thời gian kết mạng dài. Ba phương pháp chính là đúc khuôn ép
(compression), đúc khuôn dịch chuyển (transfer) và đúc khuôn tiêm (injection).
Bên cạnh đó, các vật liệu đàn hồi nhiệt dẻo phát triển cũng rất nhanh, nên
phương pháp đúc khuôn tiêm – thổi ngày càng trở nên phổ biến.
Tham khảo từ
tài liệu Engineered Rubber Products -
Introduction to Design, Manufacture and Testing, John G. Sommer, Hanser Publications, 2009, trang 32 - 33
(vtp-vlab-caosuviet)