Khuôn chạy (transfer mold) và khuôn ép (compression mold) có một vài đặc điểm tương đồng với nhau. Nhìn chung, khuôn chạy chứa nhiều thành phần (pit-tông, vùng ép chạy và đế khuôn) hơn khuôn ép nên sự thẳng hàng giữa các bộ phận là quan trọng. Vì vậy, các chốt định vị phải phải được sử dụng, trong khi điều này là không bắt buộc đối với những khuôn ép đơn giản. Hình sau đây sẽ minh họa một khuôn chạy tiêu biểu.
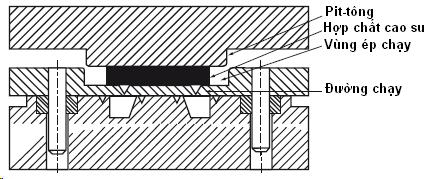
Quá trình đúc khuôn chạy có thể được hình dung như sau. Đầu tiên, mẫu cao su được cho vào vùng ép chạy; sau đó, pit-tông ép cao su làm đầy vùng ép chạy, cao su chảy qua đường chạy để điền đầy các lỗ khuôn. Sau khi kết mạng xong, chi tiết đúc khuôn được lấy ra khỏi khuôn và tấm cao su còn sót lại ở vùng ép chạy được loại bỏ dễ dàng vì phần nối của nó với chi tiết rất dễ xé. So với khuôn ép, khuôn chạy có một số đặc điểm sau.
Đầu tiên là những ưu điểm. Khuôn chạy phù hợp với các chi tiết cao su phức tạp, gồm nhiều thành phần cấu thành, đặc biệt trong trường hợp kết dính cao su với các chi tiết khác. Trong khuôn chạy, các chi tiết kết dính thêm vào duy trì ở một vị trí dự định trước trong lỗ khuôn kín tốt hơn so với khuôn ép. Quá trình ép, làm chảy cao su trong khuôn ép có thể làm thay đổi vị trí chi tiết kết dính, gây hư hỏng sản phẩm hoặc thâm chí gây hư hỏng khuôn. Hơn nữa, cao su sau khi qua đường chạy vào lỗ khuôn có bề mặt ngoài hoàn toàn mới, không bám dính bụi bẩn, dầu mỡ trong quá trình thao tác, nên tạo sự kết dính tốt hơn. Các ưu điểm khác như: một mẫu cao su trong vùng ép chạy có thể chảy vào nhiều lỗ khuôn cùng một lúc, rút ngắn thời gian thực hiện sản phẩm; hình dạng và thể tích mẫu cao su ban đầu không làm thay đổi nhiều đến chi tiết đúc khuôn chạy; bề dày phần cao su dư giảm xuống.
Tuy nhiên, khuôn chạy cũng có một số hạn chế. Hạn chế rõ nhất là sự phức tạp và chi phí gia công khuôn chạy cao hơn khuôn ép. Khuôn chạy bị giới hạn và không phù hợp cho các hợp chất cao su có độ nhớt quá cao, chúng không thể chảy qua đường chạy. Cuối cùng, quá trình truyền nhiệt từ đế trên của máy ép không hiệu quả do nhiệt phải truyền qua phần cao su còn sót lại trong vùng ép chạy và phần cao su này cũng phải loại bỏ khi lấy sản phẩm khỏi khuôn.
Tóm tắt từ tài liệu Engineered Rubber Products - Introduction to Design, Manufacture and Testing, John G. Sommer, Hanser Publications, 2009, trang 39 - 40
(vtp-vlab-caosuviet)