So với quá trình đúc khuôn ép và chạy, đúc khuôn tiêm có mức yêu cầu khắc khe hơn về vật liệu, quy trình và thiết kế. Cao su trong quá trình đúc khuôn tiêm tiếp xúc với nhiệt độ cao trong thời gian dài nên đòi hỏi phải có thời gian tự lưu dài hơn. Thép sử dụng cũng phải có chất lượng cao để chịu được nhiệt độ và áp suất cao. Ngoài ra, phải kể đến sự phức tạp trong thiết kế quy trình, khuôn và sự tự động hóa của phương pháp ép tiêm, điều này làm cải thiện cả năng suất và chất lượng sản phẩm, ổn định và đồng đều hơn. Hình dưới đây minh họa một máy ép tiêm trục vít chuyển động qua lại.
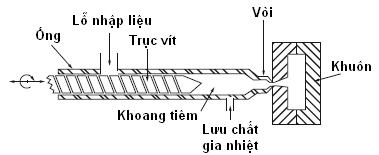
Nguyên lý hoạt động chung của máy ép tiêm như sau. Máy sử dụng một trục vít có chức năng cả xoắn và đẩy. Đầu tiên, trúc vít xoay tròn di chuyển từ từ sang trái, làm tăng thể tích khoang tiêm. Tuy di chuyển sang trái nhưng do tác động xoay tròn của trục vít, cao su được kéo từ phễu nhập liệu vào trong ống và chuyển nó tới khoang tiêm. Nhiệt từ quá trình di chuyển cộng với nhiệt được truyền từ lưu chất gia nhiệt làm nhiệt độ cao su tăng cao. Khi lượng cao su trong khoang tiêm đủ để điền đầy lỗ khuôn và cao su có độ nhớt đủ thấp (do nhiệt độ hợp chất cao su tăng lên) để có thể ép vào trong khuôn, trục vít ngừng xoay và di chuyển từ từ sang phải, tác động lực ép lên hợp chất cao su và đẩy nó vào lỗ khuôn. Sau đó, hợp chất cao su kết mạng trong một khoảng thời gian nhất định tùy công thức cụ thể.
Có nhiều hình dạng của mẫu cao su cho vào máy ép tiêm như dạng mảnh, dạng hạt và dạng bột; thường sử dụng nhất là dạng mảnh dài. Đa số các hợp chất cao su ở dạng hạt, bột có khuynh hướng kết tụ, gây khó khăn cho quá trình gia công.
Tham khảo từ tài liệu Engineered Rubber Products - Introduction to Design, Manufacture and Testing, John G. Sommer, Hanser Publications, 2009, trang 42 - 44
(vtp-vlab-caosuviet)